micheal is correct in his post
did they have lathes . yep ever seen a bow lathe or a wheel lathe ? ?
did every smith have a lathe , nope . but one basic tool was a brace and bit and vice
was all the moulds made for irone nope . soap stone was also used
i made my very first RB mould with just that , a brace and bit and a vice .
the trick is to not clamp the two haves so tight you cant turn it .
with a centering block the cherry will not wobble either . well any more then the wabble that you have made into it .
you would also be surprised at just how fast a hardened cherry will cut into iron
the neck of the cherry also become you spru so you don’t want that to big . Just take the two haves down tell they start to touch the neck of the cherry .
Remove the block from the clamp and drill that area out to the size of the neck of the cherry . Then put it back in the camp and start turning tell the two haves come together
If you don’t want to make it the old way , just go down to a machine supply shop and get a Ball burr . Normaly they will have standard sizes on hand . So basicly ½ inc. .500 but you want a .530 so they should be able to order you one that size
deending on the quality of burr , your looking at 8.00-35.00
Or you can make your own .
he is something for you
THE REVOLUTIONARY BLACKSMITH
by Jim Paw-Paw Wilson
Illustrated by Jock Dempsey and Walt Sherrill
Book III Chapter 2
17 May 1777
Some people are so careless! One of the teamsters came to me looking a bit shame faced today. He has lost the bullet mold for his musket! I asked him if he had any musket balls left and he only had two. I made him give me one of them so I'd have a ball the right size to use for a guide.
I'll have to make a cherry so I can cut him a new bullet mold. I suppose while I'm at it, I might as well make a mold that will cast more than one ball at a time. I stopped by Master Longmire's wagon and explained what had happened and why I was making the repair so that he wouldn't think I was trying to take work away from him. Normally, it would be the guns smiths's job, but since it's one of my men, I'll do it for him.
And I think I'm coming down with some kind of sickness. My nose has been runny and I've been coughing for a couple of days now. I've had a bit of a fever too, I think. Cookie has been making me willow bark tea, I drink a cup every couple hours and it seems to help. At least I don't ache quite so much. But I'm rapidly learning to hate the taste of willow bark tea! Even with honey in it is doesn't taste very good!
21 May 1777
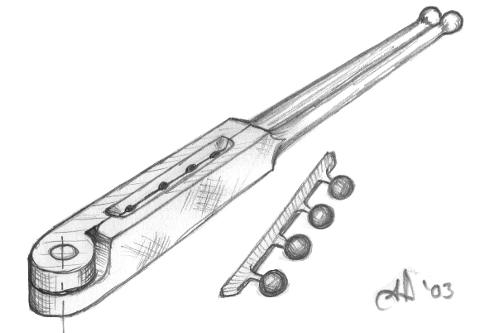
I got the bullet mold made. I took a piece of tire strap and folded it in half to make it thicker. After it was folded, I cut it two pieces and formed the half of a hinge on one end of each piece. On the end opposite the hinge, I forged a handle. Then I hinged them together.
Next I forge welded a piece of steel on the end of a piece of round stock. Then I forged the steel into a round ball. Tommy filed it down to the same size as the musket ball that I had gotten from the teamster. Then he filed a series of teeth into it almost like he was making a file. He also cut a few teeth on the shank just above the ball with a cold chisel so it will cut a sprue in addition to cutting the hole for the ball.
Once the ball was made, I shaped the rest of the rod into a crank handle and got a piece of maple from Rob to use for a palm pad. He shaped one side of the piece of maple to a nice curve and drilled a small hole in the center of the other side. Not very big, just a little bit bigger than the round stock that I used to make the cherry. I got some lard from Cookie to lubricate the palm pad.

Finally, I hardened the cherry by bringing it up to a nice red heat in the fire and quenching it in cold water.
Then I clamped the hinged bullet mold in the vise so that it was just a little tight on the cherry. Cranking the cherry around was pretty difficult at first, but once I got it started, it went fairly easily. When it had cut the sides of the mold till it was loose, Tom tightened the vise up just a tiny bit and I kept cranking. Each time the cherry got loose in the mold, Tom tightened it. When the two halves of the mold were almost touching, and the shank above the cherry had cut a groove, we took the mold out of the vise, opened it up, and cleaned out all of the little pieces of metal. Then we moved the cherry toward the handle so we could make a second cavity. The stock that I was working with was only long enough to cut four cavities.
When it was all cleaned up, I had Tom file the top edge of each half at an angle, till the edge of the file cut was right at the top of the ball, leaving a bit at each end so that the cut became a small trough for the lead to follow.
Finally, I forged a piece of small round stock into a clip that would fit over the handles of the mold to hold it closed.
Then we melted some lead and poured the first four musket balls. One of the holes was not quite big enough, the ball was a pretty loose fit, so we ground it out a little bit more.
The last step before we signed it was to drill two small holes at the handle end, and put a pin in both holes on one half of the mold. I just let a little bit of the pin stick out so that when the mold is closed the ends of the pins will fit into the holes in the other half of the mold. That way it will always close up in exactly the same position.
The last thing we did was put our touch marks on it. I put mine on one side, and Tom put his on the other side.
Whatever sickness I was coming down with seems to have gone away. I'm not coughing nearly as much, and my nose isn't running any more. I'm sure glad, because I was pretty miserable for a couple of days.
22 May 1777
Before I gave the bullet mold to the teamster, I decided to make a combination tool as well. If he lost his mold, he probably lost his combination tool. A combination tool isn't hard to make, it's just a piece of half inch square stock, folded into a shape like a letter T with one of the short arms being twice as thick as the other. The thin end is forged down into a tiny point to serve as a vent pick, the thick end is formed into a small hammer head to serve as a flint knapper, and the end of the long part is shaped into a tiny screw driver to use on the screws of the musket.
When I gave the mold and pick to my teamster, he was most appreciative. Especially since we had made it a four ball mold, most molds will only cast one or two balls at a time.


 Topic: Round ball mould (Read 2521 times)
Topic: Round ball mould (Read 2521 times)